




Pirms galvenā ekstrūzijas procesa uzglabāto polimēru barību sajauc ar dažādām piedevām, piemēram, stabilizatoriem (karstuma, oksidācijas stabilitātei, UV stabilitātei utt.), krāsu pigmentiem, liesmas slāpētājiem, pildvielām, smērvielām, pastiprinājumiem utt., lai uzlabotu produkta kvalitāti un apstrādājamību.Polimēru sajaukšana ar piedevām arī palīdz sasniegt mērķa īpašību profila specifikācijas.
Dažām sveķu sistēmām parasti tiek izmantots papildu žāvēšanas process, lai novērstu polimēra noārdīšanos mitruma dēļ.No otras puses, tiem, kuriem parasti nav nepieciešama žāvēšana pirms lietošanas, tie joprojām var būt jāizžāvē, jo īpaši, ja tie tika uzglabāti aukstās telpās un pēkšņi novietoti siltākā vidē, tādējādi izraisot mitruma kondensāciju uz materiāla virsmas.
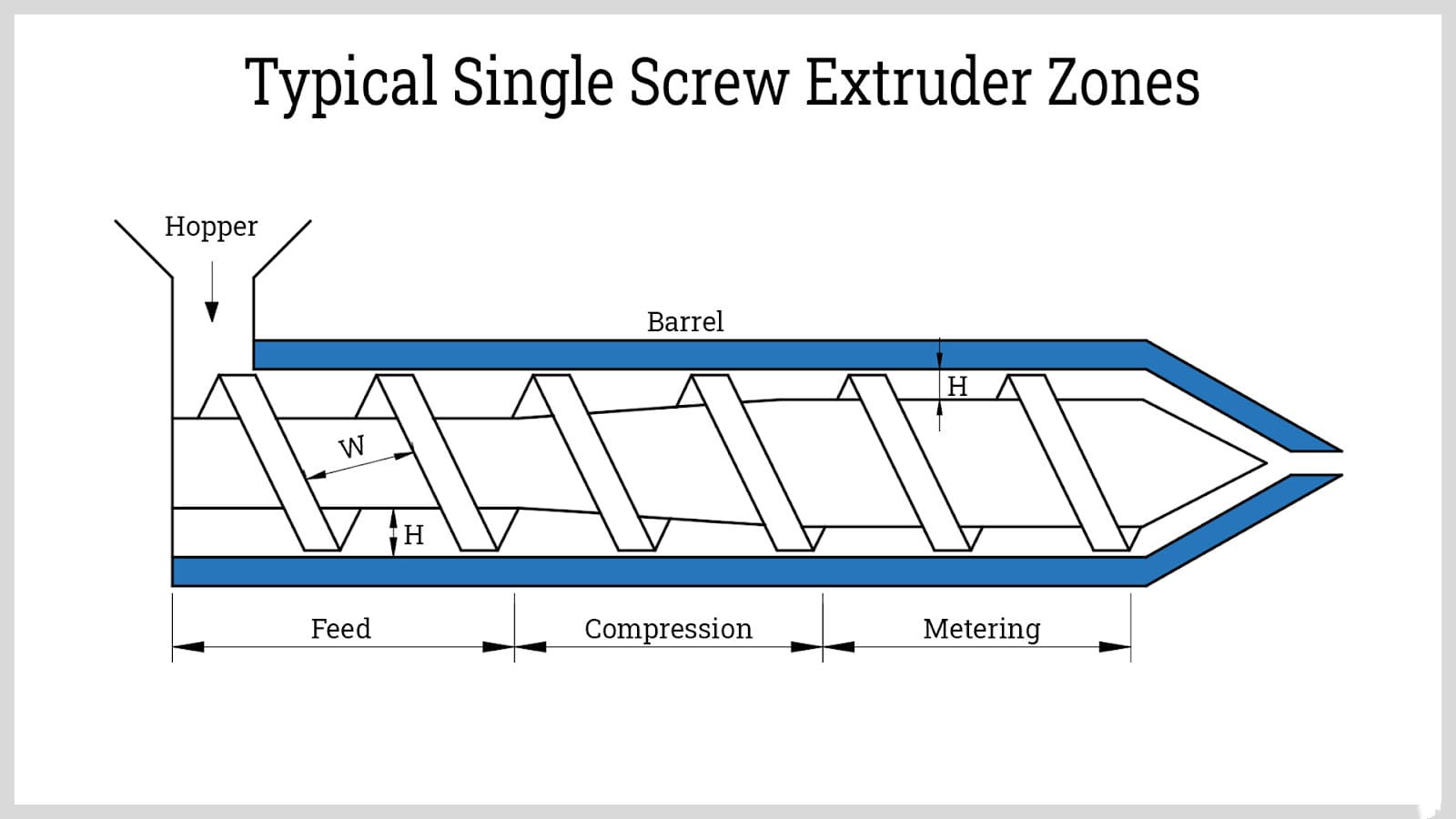
Pēc polimēra un piedevu sajaukšanas un žāvēšanas maisījumu ar gravitācijas spēku padod padeves piltuvē un caur ekstrūdera kaklu.
Viena izplatīta problēma, strādājot ar cietiem materiāliem, piemēram, polimēru pulveri, ir tā plūstamība.Dažos gadījumos tvertnē var veidoties materiāla tilts.Tādējādi var izmantot īpašus pasākumus, piemēram, periodisku slāpekļa vai jebkuras inertas gāzes iesmidzināšanu, lai traucētu jebkādu polimēru uzkrāšanos uz padeves piltuves virsmas, tādējādi nodrošinot labu materiāla plūsmu.
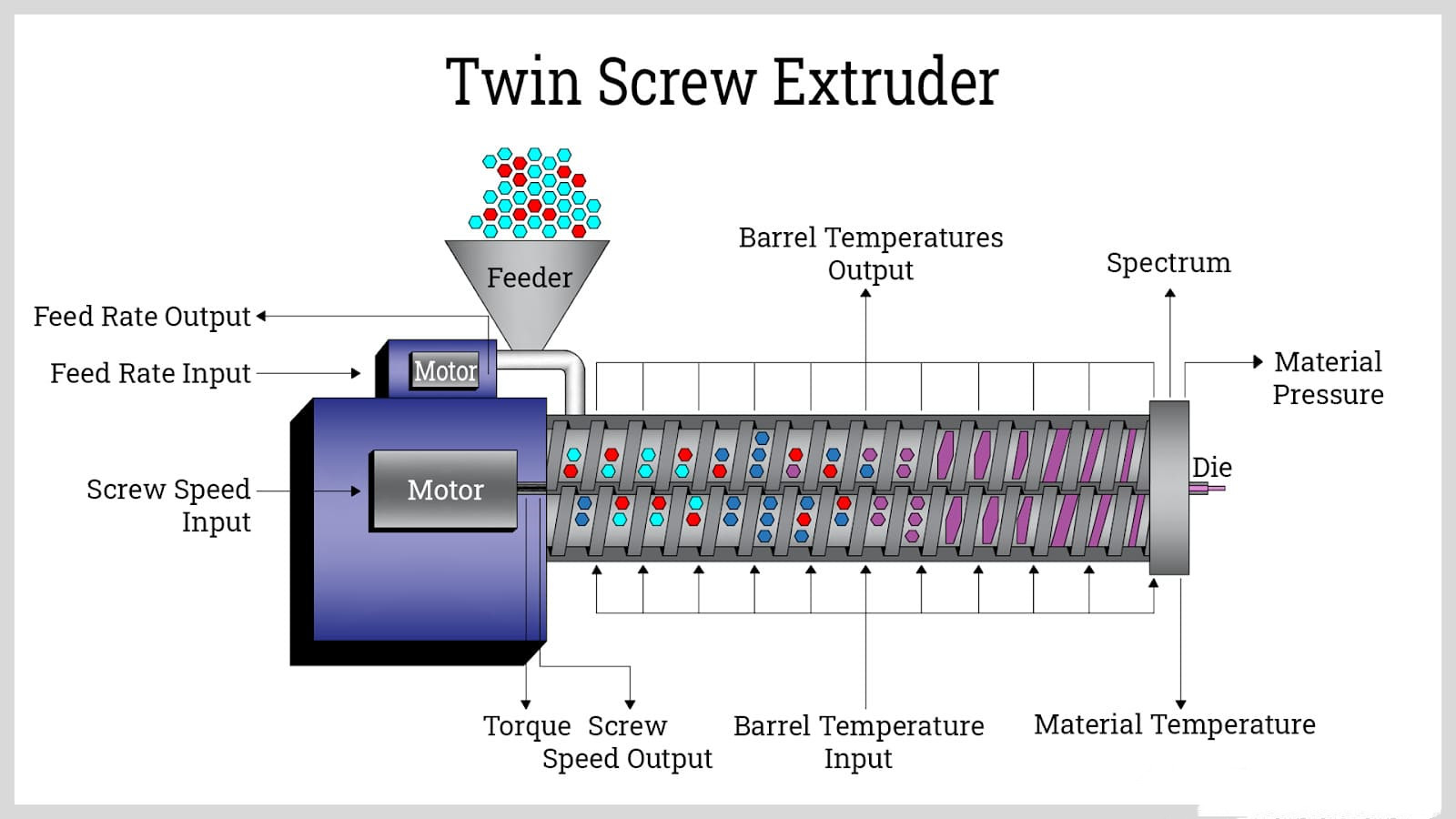
Materiāls ieplūst gredzenveida telpā starp skrūvi un mucu.Materiālu ierobežo arī skrūvju kanāls.Skrūvei griežoties, polimērs tiek novadīts uz priekšu, un uz to iedarbojas berzes spēki.
Mucas parasti karsē ar pakāpeniski pieaugošu temperatūras profilu.Polimēru maisījumam virzoties no padeves zonas līdz mērīšanas zonai, berzes spēki un mucas sildīšana izraisa materiāla plastificēšanu, viendabīgu samaisīšanu un mīcīšanu.
Visbeidzot, kad kausējums tuvojas ekstrūdera galam, tas vispirms iziet caur sietu.Sietu komplektu izmanto, lai filtrētu jebkādus svešķermeņus termoplastiskajā kausējumā.Tas arī aizsargā presformas plāksnes caurumu no aizsērēšanas.Pēc tam kausējums tiek izspiests no formas, lai iegūtu formas formu.To nekavējoties atdzesē un ar nemainīgu ātrumu velk prom no ekstrūdera.
Pēc atdzesēšanas var veikt citus procesus, piemēram, apstrādi ar liesmu, drukāšanu, griešanu, atkausēšanu, dezodorēšanu utt.Pēc tam ekstrudāts tiks pārbaudīts, un tas tiks iesaiņots un nosūtīts, ja tiks izpildītas visas produkta specifikācijas.
Izlikšanas laiks: Dec-08-2022






